|
(495) 226-51-87
[email protected]
ХОЛОДИЛЬНОЕ ОБОРУДОВАНИЕ
КЛИЕНТУ
ИНФОРМАЦИЯ
СТАТЬИ
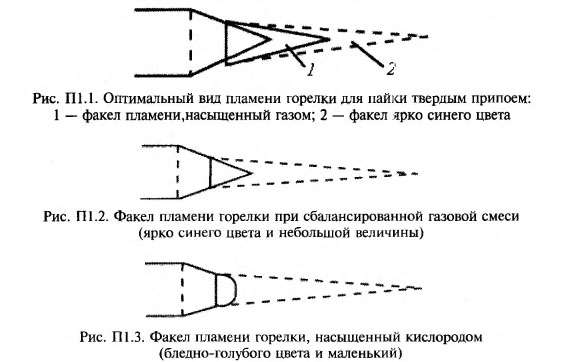
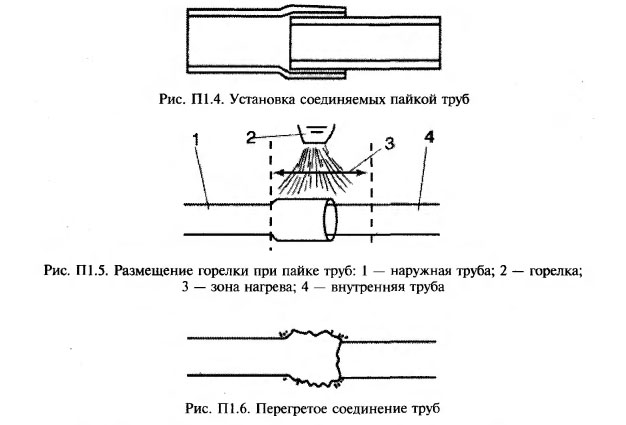
Пайка трубопроводов при монтаже систем кондиционированияПайка соединений является одним из самых ответственных процессов при монтаже кондиционеров. Каждый выполняемый шов должен быть полностью герметичным и соответствовать техническим нормам. При утечке хладагента система перестанет функционировать и будет нуждаться в ремонте.Содержание: Основные положенияПайка соединений выполняется твердым и мягким припоем, при температуре, которая ниже плавления соединяемых металлов. Соединительный шов образуется за счет сил адгезии, которые возникают между нагретой поверхностью металлического соединения и припоя. По поверхности основного металла припой распределяется под действием капиллярных сил. При использовании мягкого припоя пайка осуществляется при температуре 425 С, а при применении твердого может быть в 2 раза выше.Чтобы соединение из металлов получилось надежным необходимо добиться равномерного распределения припоя. Данный процесс называют «смачиванием». Его возможно выполнить только на хорошо подготовленной поверхности. Использование припояПрименение того или иного вида припоя в меньшей степени влияет на качество соединения, чем процесс пайки и характеристики соединений. Именно по данным показателям необходимо выбирать необходимый вид припоя.Твердые припои применяют для соединений бронзы, меди, латуни и комбинаций из данных металлов. Во время соединения латуни и бронзы необходимо использовать флюс, чтобы избежать окисного образования на основном металле, поскольку из-за него может быть неравномерное распределение припоя. Медно-фосфорные припои для пайки медных соединений являются самофлюсующими. Основным недостатком припоя содержащего фосфор является хрупкость, поэтому его не используют для пайки цветных металлов, включающих в себя более 10% никеля, а также для соединений из алюминиевой бронзы. Для пайки цветных металлов, в частности меди и сплавов на ее основе, используют твердые серебряные припои, поскольку они не содержат фосфор. Исключением является алюминий и магний, поскольку для их соединения необходим флюс. Следует быть осторожными, используя низкотемпературный медный припой, в состав которого входит кадмий, поскольку его пары отравляюще действуют на организм человека. Пайка медных труб с применением медно-фосфорного припояИспользуя твердый припой, для качественного соединения труб, следует подобрать оптимальный вид пламени. Если пламя горелки сильно уменьшается, то это свидетельствует о слишком большом содержании газообразного топлива в газовой смеси. Быстрее нагревает и очищает поверхность металла незначительно уменьшающееся пламя.Если факел пламени горелки ярко синего цвета и средней величины, то это свидетельствует о том, что газовая смесь содержит равное количество кислорода и газообразного топлива. Благодаря такой пайке металл будет нагреваться равномерно. Если факел пламени горелки небольшой и бледно-голубого цвета, то это значит, что в газовой смеси находится много кислорода. Во время такой пайки поверхность металла будет окисляться, свидетельством чего станет появление темного налета на металле. Гарантом надежности паяного соединения является подготовка медной поверхности. Она должна быть очищена от грязи, масла, краски и прочих веществ, которые могут препятствовать нанесению припоя на металлические поверхности. Соединяя методом пайки две медные трубы необходимо обеспечить выполнение следующих условий:
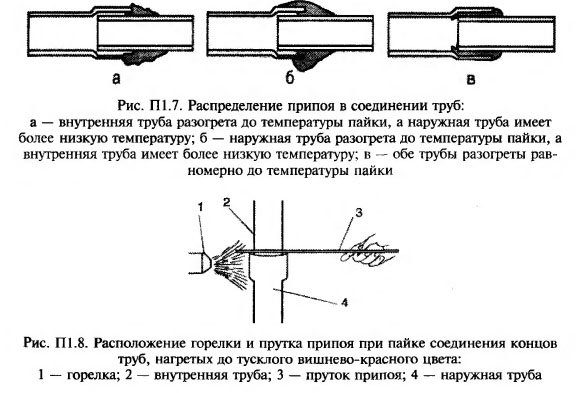
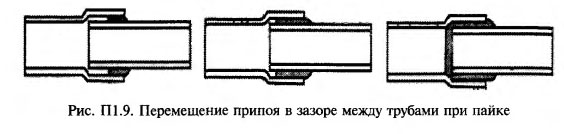
Если пруток твердого припоя расплавится от контакта с прогретыми трубами, то это означает, что они достаточно прогреты. Чтобы улучшить процесс пайки пруток твердого припоя предварительно прогревают пламенем горелки. Известно, что припой проникает в соединение труб под действием капиллярных сил и чтобы облегчить процесс его растекания необходимо предварительно позаботиться о чистоте поверхности свариваемых соединений и соблюдать необходимый зазор. Также следует не забывать, что припой всегда движется к источнику теплоты. Пайка меди с латунью с использованием твердого медно-фосфорного припояВ небольшом количестве флюс наносят непосредственно перед нагревом соединений. Это обеспечивает хорошее смачивание припоя на поверхности латуни. После завершения пайки остатки флюса удаляют при помощи горячей воды и щетки. Данная процедура необходима для того, чтобы избежать появления коррозии на соединении.
Особенности пайки стали при помощи серебряного припояДля хорошего смачивания и проникновения припоя в зазоры между соединениями наносят флюс. Далее нагревают пруток припоя и погружают его о флюс. Таким образом, он покрывается тонким слоем, что предотвращает образование окиси цинка на свариваемой поверхности. После окончания пайки остатки флюса удаляют.ФлюсыПри сваривании соединений флюсы поглощают часть окислов, тем самым увеличивая свою вязкость. Именно по этой особенности их необходимо удалять с поверхности металла, поскольку со временем на данном соединении они могут вызвать коррозию.Во время пайки используют минимальное количество флюса, остатки которого потом тщательно удаляют. Наносить его следует вдоль свариваемой поверхности, а не на само соединение, поскольку он должен попасть в него непосредственно до припоя. Правила пайкиПрежде всего, перед пайкой соединений необходимо проверить взаимное расположение деталей и зазоры. Далее подготавливают металлические поверхности, очищают и обезжиривают. Если во время пайки необходимо использовать флюс, то наносить его необходимо небольшое количество и только на наружу соединения.Пламя для пайки должно обеспечивать максимальный нагрев, прием соединение необходимо равномерно прогревать до необходимой температуры. После нанесения припоя на соединение проверяют равномерность его распределения. Для этой цели используют паяльную горелку. Припой должен растекаться в сторону более нагретого участка. После завершения пайки необходимо тщательно удалить остатки флюса. Процесс нагрева должен быть коротким, чтобы избежать перегрева. Также во время пайки необходимо позаботиться о вентиляции, поскольку из припоя или фтористых соединений выделяется вредный дым. |
| << Установка кондиционера. Основные этапы | Устройство кондиционера и принцип работы >> |
|---|
|
|
Copyright ©
2002–2024, ООО "Ксирон-Холод"
При перепечатке статей и материалов, ссылка на сайт обязательна.
При перепечатке статей и материалов, ссылка на сайт обязательна.