Процесс резки стали зависит от содержания углерода и химического состава примесей в стали. Хорошо режутся низкоуглеродистые стали, содержащие до 0,3% углерода. При содержании углерода в сталях свыше 0,3% поверхность реза закаливается, а при содержании его свыше 0,7% резка становится затруднительной.
Кремний при содержании его в сталях до 4% и одновременном содержании углерода до 0,2% процесс резки не затрудняет. При более высоком содержании углерода процесс ухудшается в связи с образованием тугоплавкого окисла кремния. Марганец при содержании в стали до 6% на процесс кислородной резки не влияет, при более высоком содержании марганца процесс затрудняется.
Сера и фосфор в тех количествах, в которых они содержатся в стали, на процесс резки не влияют. Хром так же, как и кремний, повышает в стали вязкость шлака и при содержании 2—3% способствует зашлаковыванию кромок реза. При содержании в стали хрома от 1,5 до 5% возможна резка с предварительным подогревом. При более высоком содержании хрома хромистые и нержавеющие стали можно резать только кислородно-флюсовым способом.
Никель обладает низким сродством к кислороду и поэтому окисляется кислородной струей при резке очень слабо. Никель при содержании его в стали до 6— 7% процессу кислородной резки не препятствует, при более высоком содержании никеля затрудняется. Молибден при содержании в стали 0,15—0,25% на процесс не влияет. Кислородной резке подвергаются стали толщиной не менее 3 мм. Резка стали малых толщин сопровождается значительным перегревом, оплавлением кромок и короблением разрезаемого металла.
При резке тонколистовой стали на резаках устанавливается внутренний мундштук № 0 с минимальным отверстием для режущего кислорода и наружный мундштук № 1. Лучшие результаты при резке сталей малых толщин дает резка с последовательным расположением подогревающего пламени и режущего кислорода. Резку ведут с максимальной скоростью и минимальной мощностью подогревающего пламени. Мундштук резака наклоняют под углом 15—40° к поверхности реза в сторону, обратную направлению резки. Для получения резов без грата на разрезаемых кромках необходимо применять кислород чистотой не ниже 99,5%.
Лучшее качество при кислородной резке малых толщин, особенно при массовой вырезке одинаковых деталей, дает пакетная резка. Сущность процесса кислородной пакетной резки заключается в том, что разрезаемые листы складываются в пакет, стягиваются струбцинами или специальными зажимными приспособлениями и разрезаются за один проход резака.
Мощность подогревающего пламени, а также расход и давление режущего кислорода при пакетной резке устанавливают по суммарной толщине пакета. Скорость резки пакета несколько меньше скорости однослойной резки стали той же толщины. Верхний лист пакета при малой толщине коробится, поэтому на пакет накладывают лист большей толщины.
При выполнении разделительной кислородной резки необходимо учитывать требования, предъявляемые к точности резки и качеству поверхности газа. Большое влияние на качество реза и производительность резки оказывает подготовка металла под резку. Перед началом резки листы подаются на рабочее место и укладываются на подкладки так, чтобы обеспечить беспрепятственное удаление шлаков из зоны реза. Зазор между полом и нижним листом должен быть не менее 100-150 мм.
Поверхность металла перед резкой должна быть очищена. На практике окалину, ржавчину, краску и другие загрязнения удаляют с поверхности металла нагревом зоны резки газовым пламенем с последующей зачисткой стальной щеткой.
Разметку вырезаемых деталей производят металлической линейкой, чертилкой и мелом. Часто разрезаемый лист подают к рабочему месту резчика уже размеченным. Перед началом резки газорезчик должен установить необходимое давление газов на ацетиленовом и кислородном редукторах, подобрать нужные номера наружного и внутреннего мундштуков в зависимости от вида и толщины разрезаемого металла.
Процесс резки начинают с нагрева металла в начале реза до температуры воспламенения металла в кислороде. Затем пускают режущий кислород (происходит непрерывное окисление металла по всей толщине) и перемещают резак по линии реза.
Для обеспечения высокого качества реза расстояние между мундштуком и поверхностью разрезаемого металла необходимо поддерживать постоянным.
При работе на газах-заменителях ацетилена указанные расстояния между мундштуком и поверхностью разрезаемого металла увеличивают на 30—40%. Основными показателями режима кислородной резки являются: мощность подогревающего пламени, давление режущего кислорода и скорость резки. Мощность подогревающею пламени характеризуется расходом горючего газа в единицу времени и зависит от толщины разрезаемого металла. Она должна обеспечивать быстрый подогрев металла в начале резки до температуры воспламенения и необходимый нагрев его в процессе резки. Для резки металла толщиной до 300 мм применяют нормальное пламя.
При резке металла больших толщин лучшие результаты получаются при использовании пламени с избытком горючего (науглероживающее пламя). При этом длина видимого факела пламени (при закрытом вентиле кислорода) должна быть больше толщины разрезаемого металла.
Выбор давления режущего кислорода зависит от толщины разрезаемого металла, размера режущего сопла и чистоты кислорода. При увеличении давления кислорода увеличивается его расход.
Чем чище кислород, тем меньше расход его на 1 пог. м реза. Абсолютная величина давления кислорода зависит от конструкции резака и мундштуков, величин сопротивлений в кнслородоподводящей арматуре и коммуникациях
Скорость перемещения резака должна соответствовать скорости горения металла. От скорости резки зависят устойчивость процесса и качество вырезаемых деталей. Малая скорость приводит к оплавлению разрезаемых кромок, а большая — к появлению непрорезанных до конца участков реза
Скорость резки зависит от толщины и свойств разрезаемого металла. При резке сталей малых толщин (до 20 мм) скорость резки зависит от мощности подогревающего пламени. Например, при резке стали толщиной 5 мм около 35% тепла поступает от подогревающего пламени.
На скорость резки влияет также метод резки (ручной или машинный), форма линии реза (прямолинейная или фигурная) и вид резки (заготовительная или чистовая). Поэтому допустимые скорости резки определяют опытным путем в зависимости от толщины металла, вида и метода резки При правильно выбранной скорости резки отставание линий реза не должно превышать 10—15% толщины разрезаемого металла.
Для кислородной резки низкоуглеродистых сталей с использованием в качестве горючего керосина применяются керосинорезы двух типов — с испарением и распылением горючего.
Керосинорез, работающий по принципу испарения горючего, имеет испарительную камеру с асбестовой набивкой. В камеру поступает керосин, для испарення которого камера подогревается дополнительным пламенем.
Керосинорезы, работающие по принципу распыления, имеют специальное распылительное устройство, проходя через которое жидкое горючее распыляется, в распыленном виде поступает в мундштук и там испаряется.
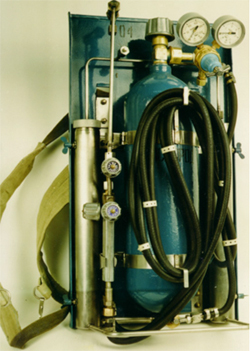
Керосинорез состоит из двух основных частей: бачка для горючего и резака. Бачок для горючего устанавливается на расстоянии не менее 5 м от баллона с кислородом и не более 3 м от рабочего места резчика. Бачок для жидкого горючего предназначен для подачи под давлением керосина или бензина в специальный резак или горелку, которые работают на жидком горючем. Для питания керосинорезов в настоящее время применяются бачки двух типов: БГ-63 и БГ-68.
Бачок для жидкого горючего представляет собой сварной цилиндрический сосуд с сферическим днищем и сферической крышкой. Бачок БГ-68 (рис 58) состоит из корпуса 5, воздушного насоса 1, запорного вентиля с маховичком 4, штуцера для заливки горючего 5, спускной пробки и штуцера 7 для присоединения шланга, по которому горючее из бачка попадает в горелку или резак, душки 3 и кольца 6.
Перед заливкой горючей жидкости в бачок необходимо убедиться в его чистоте, проверить исправность манометра и ручного воздушного насоса. При заливке горючее фильтруется через войлок, который укладывается в воронку; горючей жидкости наливается не больше 5,5 дм3. Воздушным насосом поднимается рабочее давление до 3 кгс/см2. При подаче горючей жидкости необходимо открыть вентиль для подачи горючего из бачка и вентиль горючей жидкости на резаке или горелке до тех пор, пока горючая жидкость не пойдет через мундштук. Бачок эксплуатируется только в вертикальном положении.
Кислородной резке подвергаются только те металлы и сплавы, которые удовлетворяют следующим основным условиям.
1. Температура воспламенения металла в кислороде должна быть ниже температуры его плавления. Лучше всех металлов и сплавов этому требованию удовлетворяют низкоуглеродистые стали, температура воспламенения которых в кислороде — около 1300°С, а температура плавления — около 1500°С. Увеличение содержания углерода в стали сопровождается повышением температуры воспламенения в кислороде с понижением температуры плавления. Поэтому с увеличением содержания углерода кислородная резка сталей ухудшается.
2. Температура плавления окислов металлов, образующихся при резке, должна быть ниже температуры плавления самого металла, в противном случае тугоплавкие окислы не будут выдуваться струей режущего кислорода, что нарушит нормальный процесс резки. Этому условию не удовлетворяют высокохромистые стали и алюминий. При резке высокохромистых сталей образуются тугоплавкие окислы с температурой плавления 2000°С, а при резке алюминия — окисел с температурой плавления около 2050°С. Кислородная резка их невозможна без применения специальных флюсов.
3. Количество тепла, которое выделяется при сгорании металла в кислороде, должно быть достаточно большим, чтобы поддерживать непрерывный процесс резки. При резке стали около 70% тепла выделяется при сгорании металла в кислороде и только 30% общего тепла поступает от подогревающего пламени резака.
4. Образующиеся при резке шлаки должны быть жидкотекучими и легко выдуваться из места реза.
5. Теплопроводность металлов и сплавов не должна быть слишком высокой, так как тепло, сообщаемое подогревающим пламенем и нагретым шлаком, будет интенсивно отводиться от места реза, вследствие чего процесс резки будет неустойчивым и в любой момент может прерваться.
В момент начала газовой резки подогрев осуществляется только подогревающим пламенем. Кроме этого, подогревающее пламя на всем протяжении реза подогревает переднюю верхнюю кромку разрезаемого металла впереди струи режущего кислорода до температуры воспламенения, обеспечивая тем самым непрерывность процесса резки. Мощность подогревающего пламени зависит от толщины и химического состава разрезаемого металла и сплава.
Чем меньше толщина разрезаемой стали, тем большую роль играет подогревающее пламя. При резке сталей толщиной до 5 мм 80% общего количества тепла составляет тепло подогревающего пламени. С увеличением толщины разрезаемого металла роль подогревающего пламени в передаче тепла снижается. При резке сталей толщиной 25 мм подогревающее пламя передает металлу 29%, остальное тепло получается за счет реакций окисления железа. Максимальная температура пламени находится на расстоянии 2—3 мм от конца ядра, поэтому для наиболее эффективного нагрева расстояние от конца ядра до поверхности разрезаемого металла должно составлять 2—3 мм. Подогревающее пламя надо регулировать на несколько повышенное содержание кислорода, так как слегка окислительное пламя обеспечивает интенсивный нагрев и улучшает качество реза.
Сжигание металла и удаление продуктов сгорания из реза осуществляется струей режущего кислорода. Количество кислорода, проходящего через сопло мундштука, зависит от конструкции сопла, давления кислорода и скорости истечения струи. При газовой резке требуется определенное количество кислорода. Недостаток его приводит к неполному сгоранию железа и неполному удалению окислов, а избыток кислорода охлаждает металл. Количество кислорода, необходимое для полного окисления разрезаемого металла, определяется количеством сжигаемого металла и средним расходом на его сжигание
Струя режущего кислорода должна вызывать непрерывное окисление по всей толщине разрезаемого металла, поэтому скорость перемещения резака должна соответствовать скорости окисления металла по всей толщине. Скорость окисления зависит от скорости истечения кислородной струи. Струя режущего кислорода должна обеспечивать равномерную ширину реза по всей толщине разрезаемого металла. Расход кислорода на выдувание образующихся в результате резки окислов из узкого реза должен быть большим, чем из широкого. Это происходит из-за того, что при узком резе происходит большая сцепляемость образующихся в процессе резки шлаков с кромками, а при увеличении ширины реза удаляемость шлаков облегчается.
В термическую обработку сварных изделий входит термическая подготовка деталей перед сваркой, термическая обработка в процессе сварки и термическая обработка готового сварного изделия. Термическая подготовка деталей перед сваркой выполняется для улучшения свариваемости металла. Поэтому свариваемую сталь перед сваркой рекомендуется подвергать отжигу или высокому отпуску, режимы которых зависят от состава стали.
Выбор теплового режима сварки зависит от свойств свариваемых металлов и сплавов, жесткости конструкции и состояния ее при сварке. При сварке черных металлов термический режим состоит в подогреве сваривае мых деталей. Причем для стали чем выше склонность ее к закатке и трещинам, тем выше должна быть температура подогрева.
Термическая обработка после сварки проводится для снятия напряжений, полученных в результате сварки и для улучшения механических свонств При сварке применяют следующие виды термической обработки.
Отжиг для снятия внутренних напряжений. После сварки изделие помещают в нагревательную печь, нагрев осуществляют постепенно Для низко- и среднеуглеродистых сталей температура нагрева достигает 600—680°С. После нагрева изделие выдерживают в печи при этой температуре в течение 2,5 мин на 1 мм толщины металла, и охлаждают вместе с печью.
Для полного отжига стальное изделие нагревают до температуры 820—930°С, выдерживают при этой температуре и затем медленно охлаждают. Время выдержки изделия при данной температуре такое же, как и при отжиге для снятия напряжений, но не менее 30 мин. Затем изделие охлаждают вместе с печью со скоростью 50—75°С в час до температуры 300°С, после чего его вынимают из печи и охлаждают на воздухе. При полном отжиге устраняются внутренние напряжения и улучшается структура металла. Металл становится мелкозернистым и более пластичным.
Нормализация — это термическая обработка, подобная отжигу, но с более быстрым охлаждением изделий, которое обычно проводят на воздухе. При нормализации сварное изделие нагревают до температуры 850—900°С, выдерживают при этой температуре и затем охлаждают на воздухе. В этом случае металл шва и околошовной зоны приобретает мелкозернистую структуру, повышается его прочность и твердость.
Отпуск применяется для сталей, склонных к закалке, для уменьшения внутренних напряжений и хрупкости. Изделие нагревают до температуры 400—700°С, выдерживают при этой температуре из расчета 2,5 мин на 1 мм толщины металла, медленно охлаждают вместе с печью до нормальной температуры. Поскольку изделия в этом случае нагреваются до температуры, лежащей ниже критической (723°С), структурных изменений в сварном шве и околошовной зоне не происходит.
Для каждой марки стали существуют свои режимы отпуска и скорости охлаждения, которые указываются в технических условиях на термообработку. Нагрев для термической обработки может производиться в печах, горнах, ямах, а также с помощью индукторов. Для местного нагрева применяют сварочные горелки. Местный нагрев пламенем сварочной горелки используют также для правки изделий после сварки. Мощность горелки берут из расчета 300 дм3/ч на 1 мм толщины нагреваемого металлла. Сварочным пламенем нагревают выпуклую часть изделия, которую необходимо выправить При нагреве металл стремится расшириться, но этому препятствуют его холодные части, в металле возникают напряжения сжатия, вызывающие деформацию сжатия. При охлаждении на этом участке возникают обратные напряжения растяжения, которые и выпрямляют изделие.
Подогревают стальные изделия до 650—900°С, что соответствует темно-красному цвету. Скорость перемещения пламени при нагреве — 500—600 мм/мин. Чем быстрее выполняется нагрев, тем успешнее проводится процесс правки изделия.
 При выполнении разделительной кислородной резки необходимо учитывать требования, предъявляемые к точности резки и качеству поверхности газа. Большое влияние на качество реза и производительность резки оказывает подготовка металла под резку. Перед началом резки листы подаются на рабочее место и укладываются на подкладки так, чтобы обеспечить беспрепятственное удаление шлаков из зоны реза. Зазор между полом и нижним листом должен быть не менее 100-150 мм.
При выполнении разделительной кислородной резки необходимо учитывать требования, предъявляемые к точности резки и качеству поверхности газа. Большое влияние на качество реза и производительность резки оказывает подготовка металла под резку. Перед началом резки листы подаются на рабочее место и укладываются на подкладки так, чтобы обеспечить беспрепятственное удаление шлаков из зоны реза. Зазор между полом и нижним листом должен быть не менее 100-150 мм. 

 В термическую обработку сварных изделий входит термическая подготовка деталей перед сваркой, термическая обработка в процессе сварки и термическая обработка готового сварного изделия. Термическая подготовка деталей перед сваркой выполняется для улучшения
В термическую обработку сварных изделий входит термическая подготовка деталей перед сваркой, термическая обработка в процессе сварки и термическая обработка готового сварного изделия. Термическая подготовка деталей перед сваркой выполняется для улучшения