Сварочное пламя образуется при сгорании горючего газа или паров горючей жидкости в кислороде. Пламя нагревает и расплавляет основной и присадочный металл в месте сварки. Наибольшее применение при газовой сварке нашло кислородно-ацетиленовое пламя, так как оно имеет высокую температуру (3150°С) и обеспечивает концентрированный нагрев. Однако в связи с дефицитностью ацетилена в настоящее время получили широкое распространение (особенно при резке металлов) газызаменители ацетилена пропан-бутан, метан, природный и городской газы, водород.
От состава горючей смеси, т.е. от соотношения кислорода и горючего газа, зависит внешний вид, температура и влияние сварочного пламени на расплавленный металл. Изменяя состав горючей смеси, сварщик тем самым изменяет основные параметры сварочного пламени.
Для получения нормального пламени отношение кислорода к горючему газу должно быть для ацетилена 1,1—1,2, природного газа 1,5—1,6, пропана — 3,5. Все горючие газы, содержащие углеводороды, образуют сварочное пламя, которое имеет три ярко различимые зоны: ядро, восстановительную зону и факел (рис. 36). Водородное пламя ярко различимых зон не имеет, что затрудняет его регулировку по внешнему виду.
При зажигании газовой струи, вытекающей из сопла, пламя перемещается по направлению движения струи газовой смеси. Скорость истечения для каждого газа подбирается такой, чтобы пламя не проникало внутрь сопла горелки и не отрывалось от него. Газ в струе должен прогреваться до температуры воспламенения, ацетилен воспламеняется при температуре 450—500°С, а газы-заменители — 550—650°С. Поэтому ядро пламени при сгорании газов-заменителей длиннее, чем при сгорании ацетилена.
В зависимости от соотношения между кислородом и ацетиленом получают три основных вида сварочного пламени: нормальное, окислительное и науглероживающее. Нормальное пламя (рис. 36,6) теоретически получают тогда, когда в горелку на один объем кислорода поступает один объем ацетилена. Практически кислорода в горелку подают несколько больше — от 1,1 до 1,3 от объема ацетилена. Нормальное пламя характеризуется отсутствием свободного кислорода и углерода в его восстановительной зоне. Кислорода в горелку подается немного больше из-за небольшой его загрязненности и расхода на сгорание водорода. В нормальном пламени ярко выражены все три зоны.
Ядро имеет резко очерченную форму (близкую к форме цилиндра), плавно закругляющуюся в конце, с ярко светящейся оболочкой. Оболочка состоит из раскаленных частиц углерода, которые сгорают в наружном слое оболочки. Размеры ядра зависят от состава горючей смеси, ее расхода и скорости истечения. Диаметр канала мундштука горелки определяет диаметр ядра пламени, а скорость истечения газовой смеси — его длину.
Площадь поперечного сечения канала мундштука горелки прямо пропорциональна толщине свариваемого металла. Сварочное пламя не должно быть слишком «мягким» или «жестким». Мягкое пламя склонно к обратным ударам и хлопкам, жесткое — способно выдувать расплавленный металл из сварочной ванны. При увеличении давления кислорода скорость истечения горючей смеси увеличивается и ядро сварочного пламени удлиняется, при уменьшении скорости истечения — ядро укорачивается. С увеличением номера мундштука размеры ядра увеличиваются. Температура ядра достигает 1000°С.
Транспортировка баллонов разрешается только на рессорных транспортных средствах, а также на специальных ручных тележках или носилках. При бесконтейнерной транспортировке баллонов должны соблюдаться следующие требования:
на всех баллонах должны быть до отказа навернуты предохранительные колпаки;
кислородные баллоны должны укладываться в деревянные гнезда; разрешается применять металлические подкладки с гнездами, оклеенными резиной или другими мягкими материалами;
должны укладываться только поперек кузова машины так, чтобы предохранительные колпаки были в одной стороне; укладывать баллоны допускается в пределах высоты бортов;
погрузка и выгрузка должна производиться рабочими, прошедшими специальный инструктаж.
При перевозке в вертикальном положении кислородных и ацетиленовых баллонов допускается применение только специальных контейнеров. Совместная транспортировка кислородных и ацетиленовых баллонов на всех видах транспортазапрещается, за исключением транспортировки двух баллонов на специальной тележке к рабочему месту. В летнее время они должны быть защищены от солнечных лучей брезентом или другими покрытиями.
Перемещение баллонов в пределах рабочего места разрешается производить кантовкой в наклонном положении. Перемещение баллонов из одного помещения в другое производится на специальные тележках или носилках. На рабочих местах баллоны должны быть прочно закреплены в вертикальном положении.
Для хранения и транспортировки сжатых, сжиженных и растворенных газов, находящихся под давлением, применяют стальные баллоны. Они имеют различную вместимость — от 0,4 до 55 дм3.
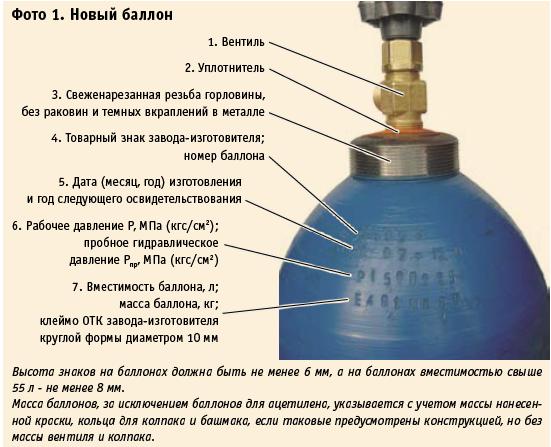
Баллоны представляют собой стальные цилиндрические сосуды, в горловине которых имеется конусное отверстие с резьбой, куда ввертывается запорный вентиль. Для каждого газа разработаны свои конструкции вентилей, что исключает установку кислородных вентилей на ацетиленовый баллон, и наоборот. На горловину плотно насаживается кольцо с наружной резьбой, служащее для навертывания предохранительного колпака, который служит для предохранения вентиля от возможных ударов при транспортировке.
Баллоны для сжатых, сжиженных и растворенных газов изготовляют согласно ГОСТ 949—73 из бесшовных труб углеродистой и легированной стали. Для сжиженных газов при рабочем давлении не свыше 30 кгс/см2 допускается применение сварных баллонов. Требования к ним регламентируются правилами Гостехнадзора СССР.
В зависимости от рода газа, находящегося в баллоне, их окрашивают снаружи в условные цвета, а также соответствующей каждому газу краской наносят наименование газа. Например, кислородные баллоны окрашивают в голубой цвет, а надпись делают черной краской, ацетиленовый — в белый и красной краской, водородные — в темно-зеленый и красной краской, пропан — в красный и белой краской. Часть верхней сферической части баллона не окрашивают и выбивают на ней паспортные данные баллона: тип и заводской номер баллона, товарный знак завода-изготовителя, масса порожнего баллона, вместимость, рабочее и испытательное давление, дата изготовления, клеймо ОТК и клеймо инспекции Госгортехнадзора, дата следующего испытания. Баллоны периодически через каждые пять лет подвергают осмотру и испытанию.
Предохранительные затворы — это устройства, предохраняющие ацетиленовые генераторы и газопроводы от попадания в них взрывной волны при обратных ударах пламени из сварочной горелки или резака.
Обратным ударом называется воспламенение горючей смеси в каналах горелки или резака и распространение пламени по шлангу горючего. Обратный удар характеризуется резким хлопком и гашением пламени. Горящая смесь газов устремляется по ацетиленовому каналу горелки или резака в шланг, а при отсутствии предохранительного затвора — в ацетиленовый генератор, что может привести к взрыву ацетиленового генератора и вызвать серьезные разрушения и травмы.
Сгорание ацетилено-кислородной смеси происходит с определенной скоростью. Горючая смесь вытекает из отверстия мундштука горелки или резака также с определенной скоростью, которая всегда должна быть больше скорости сгорания. Если скорость истечения горючей смеси станет меньше скорости ее сгорания, то пламя проникает в канал мундштука и воспламенит смесь в каналах горелки или резака, произойдет хлопок и возникнет обратный удар пламени. Обратный удар может произойти от перегрева и засорения канала мундштука горелки.
Предохранительные затворы бывают жидкостные и сухие. Жидкостные предохранительные затворы обычно заливают водой, сухие — заполняют мелкопористой металлокерамической массой.
Предохранительные затворы устанавливают между ацетиленовым генератором или ацетиленопроводом и горелкой или резаком. Если сварка или резка производится от ацетиленового баллона, предохранительный затвор не ставят, потому что ацетилен из баллона в горелку или резак поступает с повышенным давлением, а установленный на баллоне редуктор и заполняющая баллон пористая масса надежно защищают баллон от пламени обратного удара.
Предохранительные водяные затворы подразделяются на центральные, устанавливаемые на магистрали стационарных ацетиленовых генераторов, и постовые, устанавливаемые на ответвлениях трубопровода у каждого сварочного поста или у однопостовых ацетиленовых генераторов.
Конструкция предохранительных затворов должна отвечать следующим основным требованиям:
обеспечивать наименьшее сопротивление потоку газа;
задерживать прохождение ацетилено-кислородного пламени с удалением взрывчатой смеси в атмосферу;
обеспечивать минимальный вынос воды с проходящим через затвор газом;
обеспечивать необходимую прочность при гидравлическом испытании на давление, равное 60 кгс/см2;
не допускать возможного прохождения кислорода и воздуха через затвор со стороны потребителя;
каждый затвор должен иметь устройство для контроля за уровнем воды в нем;
все части затвора должны быть доступны для очистки, промывки и ремонта.
На корпусе каждого затвора должны быть нанесены его паспортные данные. Окрашиваются водяные предохранительные затворы в белый цвет.
Для заполнения зазора между кромками свариваемого металла и образования валика шва в сварочную ванну вводят присадочный металл в виде проволоки, прутков или полосок, нарезаемых из металла того же или близкого состава, что и свариваемый металл. Нельзя сваривать металл проволокой неизвестной марки.
Для улучшения свойств металла шва в присадочный металл добавляют легирующие элементы. Сварочная проволока перед сваркой должна быть тщательно очищена от краски, масла, ржавчины и других загрязнений.
Сварочная проволока поставляется в мотках массой не более 80 кг. На каждый моток проволоки крепят бирку, где указывается завод-изготовитель, условное обозначение проволоки,номер партии.
Марки сварочной проволоки применяют по ГОСТ 2246—70, который включает в себя 6 марок низкоуглеродистой, 30 — легированной, 41—высоколегированной не-омедненной и омедненной проволоки. Для сварки изготовляют стальную холоднотянутую проволоку диаметром 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0; 12,0 мм.
Обозначение сварочной проволоки состоит из букв Св (сварочная) и буквенно-цифрового обозначения ее состава. Легирующие элементы, содержащиеся в металле проволок, обозначаются: Б — ниобий, В — вольфрам, Г — марганец, Д — медь, М — молибден, Н — никель, С — кремний, Ф — ванадий, X — хром, Ц — цирконий, Ю — алюминий. Цифры после букв Св указывают на содержание в проволоке углерода в сотых долях процента, а цифры после буквенного обозначения легирующего элемента указывают на содержание данного элемента в составе проволоки в процентах. Отсутствие цифр после буквы означает, что данного легирующего элемента в проволоке меньше одного процента. Буква А в конце условного обозначения марок низкоуглеродистой и легированной проволоки указывает на повышенную чистоту металла по содержанию серы и фосфора. Сдвоенная буква А указывает на пониженное содержание серы и фосфора по сравнению с проволокой, в обозначении которой одна буква А.
Присадочный металл при газовой сварке должен отвечать следующим требованиям:
температура плавления присадочного металла должна быть не выше температуры плавления основного металла;
поверхность проволоки и стержней должна быть ровной и чистой — без окалины, ржавчины, масла, краски и других загрязнений;
присадочный металл должен плавиться спокойно, без разбрызгивания, способствуя получению наплавленного металла, по свойствам близкого к основному;
присадочный металл должен содержать минимальное количество вредных примесей.
Диаметр присадочной проволоки и прутков выбирают в зависимости от толщины и вида свариваемого металла.


 Обратным ударом называется воспламенение горючей смеси в каналах горелки или резака и распространение пламени по шлангу горючего. Обратный удар характеризуется резким хлопком и гашением пламени. Горящая смесь газов устремляется по ацетиленовому каналу горелки или резака в шланг, а при отсутствии предохранительного затвора — в ацетиленовый генератор, что может привести к взрыву ацетиленового генератора и вызвать серьезные разрушения и травмы.
Обратным ударом называется воспламенение горючей смеси в каналах горелки или резака и распространение пламени по шлангу горючего. Обратный удар характеризуется резким хлопком и гашением пламени. Горящая смесь газов устремляется по ацетиленовому каналу горелки или резака в шланг, а при отсутствии предохранительного затвора — в ацетиленовый генератор, что может привести к взрыву ацетиленового генератора и вызвать серьезные разрушения и травмы.  Для заполнения зазора между кромками свариваемого металла и образования валика шва в сварочную ванну вводят присадочный металл в виде проволоки, прутков или полосок, нарезаемых из металла того же или близкого состава, что и свариваемый металл. Нельзя сваривать металл проволокой неизвестной марки.
Для заполнения зазора между кромками свариваемого металла и образования валика шва в сварочную ванну вводят присадочный металл в виде проволоки, прутков или полосок, нарезаемых из металла того же или близкого состава, что и свариваемый металл. Нельзя сваривать металл проволокой неизвестной марки.