|
(495) 226-51-87
info@xiron.ru
ХОЛОДИЛЬНОЕ ОБОРУДОВАНИЕ
КЛИЕНТУ
ИНФОРМАЦИЯ
СТАТЬИ
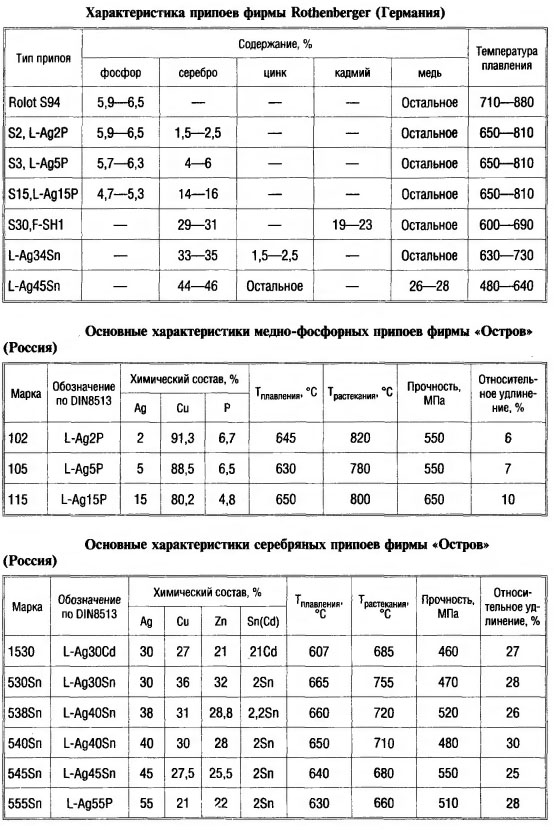
Пайка медных трубСодержание:Главным условием прочной пайки является чистота поверхности. Наличие грязи, смазки или лако-красочных материалов на медных трубопроводах препятствует попаданию припоя в соединение. Для механической зачистки меди используется шерстяная ткань. Для этого трубопровод зажимают в ткань и делают несколько вращательных движений. При соединении с фитингом медные трубы зачищают изнутри. Для этой цели используются специальные ершики. Применение в этом случае наждачной бумаги или напильника является недопустимым. Один из важнейших составляющих при пайке металлов – это припой. В его состав может входить медь и другие металлы. При наличии серебра в припое, снижается температура его плавления, повышается смачиваемость и обтекание. Высокое качество пайки получают при использовании медно-фосфорных припоев, при том, что их температура плавления выше и смачиваемость ниже, чем у серебряных. Для меднофосфорного припоя флюс не применяется, капиллярный зазор при этом составляет 0,1-0,2 мм. Для того чтобы не допустить образование окалины место пайки продувают инертным газом. Для соединения изделий из стали меднофосфорные припои не применяются, поскольку на границе шва образуется хрупкая пленка, которая может стать причиной нарушения герметичности соединения. При монтаже холодильного оборудования довольно часто используются серебряные припои, которые способны выдерживать значительные вибрационные нагрузки. По сравнению с медно-фосфорными, их температура растекания ниже, поэтому их лучше брать для пайки вентилей, арматуры, ТРВ и пр. В то же время их применение снижает вероятность образования окалин. Выбор нагревателяНадежность соединения зависит также от выбора нагревателя, работающего на смеси газов (пропан-бутан-кисород, ацетилен-кислород). Также существуют и резистивные электрические нагреватели.Для того чтобы пайка была качественной, недостаточно только правильно выбрать нагреватель, следует должным образом отрегулировать пламя, чтобы исключить перегрев материала. Огонь должен иметь голубоватое свечение внутри. На начальной фазе нагревания расстояние между концом горелки и нагреваемой поверхностью должно быть равным длине конуса пламени. В таком положении удерживают грелку до тех пор, пока она не нагреется до появления красного цвета, после чего расстояние сокращают в 2 раза. При использовании пропановой горелки довольно часто применяются специальные отражатели. Они имеют вид изогнутой пластины, расположенной с обратной стороны трубы. Во время пайки с их помощью создается среда нейтрального газа, исключающая возникновение окалин. Во время работы холодильной машины окалина может забить капиллярные трубки и стать причиной другой поломки. Преимущественно вместо инертного газа применяют сухой азот. Используя резиновый шланг, соединяют фреоновую магистраль с баллоном, содержащим азот. На данном отрезке устанавливают регулятор расхода газа или ротаметр. Редуктор азотного баллона ставят на минимальное давление азота, а ротаметр настраивают на скорость газа 5 м/мин. После окончания пайки по трубе пропускается азот, пока она не остынет. При использовании во время пайки флюса, вначале нагревают припой, а затем опускают его во флюс. Для медно-фосфорного припоя, флюс не нужен. Правила пайки медной трубыСуществуют определенные рекомендации, которым необходимо следовать, выполняя пайку медного трубопровода:
Выполняя пайку медных соединений, нужно позаботиться о вентиляции, поскольку человек может подвергнуться вредному воздействию паров из припоя и флюса. Важно также понимать, что температура пламени горелки составляет 1000 С, поэтому нужно следить за тем, чтобы не передержать пламя в месте соединения (разогрев выполняется на протяжении 15-20 с). Техника безопасностиВыполняя пайку медных соединений, помните, что медь хорошо проводит тепло, поэтому не стоит короткие детали (до 30 см) держать в руках. Также не следует дотрагиваться до сильно нагретого металла, поскольку это может привести к ожогам. Оголенные части тела должны быть защищены, поскольку на них случайно может попасть разогретый флюс. Если это все-таки произошло, то вещество нужно немедленно смыть водой, поскольку оно может привести к химическому ожогу.Также не следует забывать о проветривании. Дым, выделившийся от сгоревшего флюса вреден для организма. |

| << Монтаж фреоновой магистрали | Прокладка фреоновых магистралей >> |
|---|
|
|
"Комментарии"